Efficiency is the name of the game for manufacturers everywhere, as research suggests that good operational flow can reduce lead times by up to 95%. The most reliable way to achieve a more efficient manufacturing business is through a manufacturing ERP. These modern systems can help automate processes, ensure lines aren’t idling, and guarantee product quality.
How do they do all that, and what’s the right way to integrate your manufacturing ERP software into the workflow? This guide will center on all of that, offering practical tips on using ERP to its full potential. We’ll show off the best ERPs that currently rule the market and help you pick a system that complements your own setup.
Introduction to Manufacturing ERP
So, what is an ERP system in manufacturing? ERP, or enterprise resource planning software, can play a pivotal role for a business, as it serves as a one-stop control panel for all processes. Starting with production lines and ending with internal documentation and invoicing, manufacturing ERP systems can cover all bases.
Modern manufacturing is a far cry from old plants where every single operation had to be done by hand. The use of edge computing and the industrial Internet of Things (Industry 4.0) makes it possible to rely on smart equipment, automating assembly lines and data collection from them. All of that is part of ERP for manufacturers, and research tells us this approach is here to stay.
This is why we hope the large percentage of companies that rely solely on accounting software for budget tracking and expense reporting goes down. After all, there are plenty of advantages to ERP systems.
Key Benefits for Factories and Manufacturing
In order to highlight why ERP is a more powerful choice, we’ll discuss the cost-saving benefits of ERP systems for manufacturers, as well as their potential for operational changes. Here are just some categories in which manufacturing ERP excels.
Improved Operational Efficiency
There’s no denying that automation in manufacturing is a way to both boost efficiency and take advantage of modern technologies to reduce employee burnout. Nowadays, automation is all about AI, but the trend has actually been ongoing for years with robotics and machine learning.
Using ERP software for manufacturing, you can establish automated replenishment of inventory and machine-led quality control. This guarantees that you’re never forced into downtime due to a lack of supplies or end up scrapping products due to oversights from the staff.
The same system can also gather data from every department, structuring and analyzing it to provide insights into what’s working and what isn’t. As a result, you can make informed decisions, predicting your needs and market trends with precision. Such analytics help with demand planning & forecasting, too, which is a great cure for overstocking.
On a global level, ERP systems for manufacturing allow easier scheduling and coordination between departments and branches. As a result, not only is downtime minimal, but so is the disconnect between the factory floor and the supply team. Resources aren’t kept needlessly in warehouses and shipping deadlines are met on time, all with the power of good planning.
Enhanced Resource Utilization
Time is money may be an old adage, but that doesn’t make it any less true. Using your ERP manufacturing software, you can ensure that no time is ever wasted in production. This ranges from setting peak output periods to coordinating new production with incoming supplies. By connecting your enterprise’s processes, you make things move in sync, like a clock.
Similarly, waste minimization is a valuable practice, supported by state legislations, and easy enough to set up through your ERP. By assigning resource use based on existing data and precise forecasts, you can make sure nothing is wasted needlessly.
Lastly, ERP systems for manufacturers make it possible to schedule maintenance on equipment well in advance, extending their lifespan and preventing wear. This also reduces downtime, saving money and avoiding any sort of “backlog” from stacking up.
Environmental Sustainability
Reports indicate that 22% of households make purchases based on the sustainability of their manufacturers. Similarly, 63% of US citizens want companies to drive positive social change. Some of the ways to do this are energy efficiency, reducing your carbon footprint, and preventing waste. We’ve covered the latter, but the other two are just as important.
One way to keep your environmental impact in check is through carbon footprint tracking for businesses. You can calculate exactly how sustainable you are and take specific measures to reduce your emissions. Doing so involves being more responsible with your energy usage and picking renewable sources to run your manufacturing.

Core Components of Manufacturing ERP Systems
ERP for manufacturing industry is so effective because it brings various functionalities together, creating an interconnected web of features. In this section, we’ll discuss the key components of such systems and how they impact a business. These are:
- Manufacturing Execution Systems (MES)
- Just-In-Time (JIT) production
- Supply chain management
- Warehouse management
- Inventory management
- Financial management
MES
The foundation of a good ERP is MES – a system that tracks all shop floor processes, gathers data on them, and controls their flow. Through this component, you can schedule production sessions, see possible bottlenecks, prevent stoppages, and manage operators’ work.
JIT Production
That data you gather helps with analytics and decision-making, allowing you to take on just the right amount of orders and predict how you can meet demand. Such insights tie into just-in-time inventory and production. These are essential to lean manufacturing principles, originating from Japanese business culture. It revolves around minimizing waste and wait times for production.
Doing so means only ordering raw materials when they’re about to be processed, shipping products on a tight schedule, and, most importantly, continuous improvement. This approach, sometimes called Kaizen, is all about finding new ways to do better. With both production and procurement optimization, you end up eliminating waste and delivering orders quicker.
Supply Chain Management
Tying into this is supply chain management, which is associated with reduced inventory carrying costs and faster processing. Techniques like supply chain consolidation guarantee that you won’t fall behind on material delivery and won’t waste extra costs on shipping.
Warehouse and Inventory Management
Warehouse and inventory management make your stocks and shipments more transparent and easy to control. This aspect of manufacturing enterprise resource planning supports the instant movement of raw materials between the warehouse and the production line. Plus, with more efficient stock level monitoring, you can schedule orders and shipments more precisely.
In addition to that, your ERP system should be able to run the safety stock calculation to confirm you’ve got a backup plan for a force majeure. By optimizing inventory levels using ERP systems, the shop floor is never idling unnecessarily and customers aren’t left waiting.
Financial Management
Lastly, improved financial management is a major aspect of manufacturing enterprise resource planning software and a way to simplify accounting for the company. You should be able to easily track the cost of raw materials, compile and send out invoices, and handle financial forecasting.
The latter is crucial if you want to ensure the longevity of your business, as it allows you to assess the internal rate of return (IRR) and what the market needs next. The act of cost management in manufacturing through ERP systems ensures you’re not spending too much.
Through cash flow analysis and activity-based costing, you can understand which parts of the enterprise need to be reassessed and improved. In the long run, this keeps operations modern and efficient while setting a cost-optimized workflow.
Selecting the Right Manufacturing ERP
Knowing what creates value in an ERP system for manufacturing is valuable, but that’s not all there is to picking the optimal software. Let’s talk about how you can find an ERP system that’s right for you and what the market has to offer.
- Manufacturing-specific features – BOM management, allergen content assessment.
- Mixed measurements availability – easier compliance with regulations and standards.
- Flexibility and scalability – supports business growth and longevity.
- Integration simplicity – how well your ERP can connect to existing systems and equipment.

Criteria for Selection
Manufacturing-Specific Features
Beyond having the vital functionalities, your ERP of choice must cater to the manufacturing industry well. This includes things like engineering management, which will allow your operators to set up route presets and alternate between them as needed. It also makes dealing with bills of materials (BOM) easier, as they can be exported on the fly.
Similarly, process reengineering for allergens is vital for those in the food and drug manufacturing niche. Organizing gateways that confirm allergen contents and restrict products that violate the allowed levels can be a game changer for small and major enterprises alike.
Mixed Measurements
Another good feature to have is the availability of mixed measurements. Instead of settling for a unified measuring system, combine different units to ensure that your product meets all regulations, even across borders.
Flexibility and Scalability
In fact, that kind of flexibility is key for an ERP system for a manufacturing company. For one, it has to keep up as your business scales and the shop floor grows, maybe to multiple locations. Ensure that you choose an ERP with the expectation that you will outpace its initial capabilities and that it will be able to match your new level of production.
Integration
Then, there’s the question of integrating your new ERP software with your equipment and existing solutions. Businesses shouldn’t be forced to start over on their infrastructure just to use an ERP, so make sure you can plug all the necessary APIs into your software of choice.
Cloud-Based vs. On-Premise ERP Systems
A popular question when it comes to choosing your ERP software is whether a cloud-based ERP for manufacturing is better than an on-premise one. Let’s compare the two so you can make that decision for yourself based on your own needs.
On-Premise
So an on-premise solution requires you to have an IT department that will configure it, push upgrades, handle data backups and maintenance. That shouldn’t be an issue if you already have such a team, but hiring them from scratch is prohibitively expensive and time-consuming.
Cloud-Based
On the flipside, cloud-based solutions don’t require any of that, as the cloud provider takes care of it themselves. They do, however, force you into a regular payment plan, which might accumulate to be a bit too much for comfort. Consider that you will, in all likelihood, use this ERP system for years and years and calculate if an upfront cost might make more sense.
In fact, the benefit-cost ratio is vital here. An off-the-shelf system will be cheaper but one that you can customize is likely to generate more value thanks to bespoke features. It takes time to run an ROI analysis for ERP projects in manufacturing but the work is worth it. This is something SmartTek can help with during our consultation.
Outside of deciding which type has lower administrative expenses and ease of maintenance, one must also keep security in mind. While some companies may balk at entrusting their ERP, and thus their data, to a third party, cloud providers tend to have top-notch cybersecurity. This protects your system from intruders and breaches, a major risk factor for a business.

Top Manufacturing ERP Solutions
Lastly, picking the best ERP system for manufacturing is easier when you know what the top choices are in the market. Here are six major players who offer the most comprehensive feature sets.
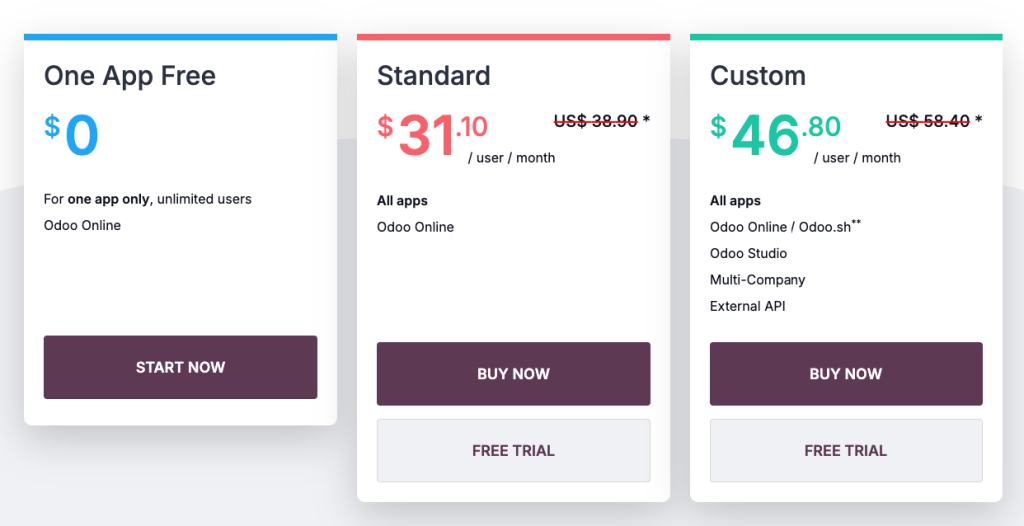
Odoo
This comprehensive suite wins not just by having high flexibility but also in terms of manufacturing-oriented features. Things like easy electricity management modules and a built-in emission calculator make it easy to reduce waste and environmental impact. Perfect fit for the new trend of green manufacturing.
In addition to that, users call Odoo “dead easy” to set up and praise its accounting features, which make it easy to cut costs through methods like value stream mapping. In fact, the module system that allows users to add specific functionality creates a fertile base for DIY setups.
Type: self-hosted and cloud-based.
Pricing: Odoo’s Manufacturing module can be utilized by multiple users for free. The main editions are Community and Enterprise. You can utilize Odoo’s Community Edition for free. Additionally, this edition permits minor adjustments. Self-hosted hosting, maintenance, updates, and fees for extra users or modules may increase as your business grows. For premium features and access to all apps, use the Enterprise Edition. Sales, Inventory, Accounting, Warehouse Management & Manufacturing CRM are essential for processing and growth.
Big Companies Using Odoo ERP in the Manufacturing Industry

Macola ERP

This one is among the top ERP systems for small manufacturing companies, offering web and mobile ERP modules, as well as a desktop version. Reviews indicate great stock management with inventory turnover analysis and sprawling financial features. Macola’s inventory features allow for easy reorder point optimization, too, which automates procurement.
A few customers note that data migration is a challenge with Macola, with some stating that it requires extra steps and others facing compatibility issues. Plus, they report a bit of clunkiness, which could be an issue for larger businesses. The less load you put on the software, the better it works, but for enterprises that’s just not an option, making Macola an offering for small businesses only.
Type: cloud-based.
Pricing: starts at $70/month with pricier tiers depending on business.
Visual EstiTrack

One thing that immediately sticks about about Visual EstiTrack is the glowing praise customers put on their support. In fact, reviews for it are quite glowing, save for a few mentions of poor performance. We’d also point out that Visual EstiTrack does not, by default, have any accounting capabilities.
What sets it apart from many competitors is that it’s an upfront cost instead of a monthly payment plan. Plus, unlike others, it doesn’t offer a cloud option, which could be attractive to those who wish to host their own system.
Type: on-premise.
Pricing: $3,000, with paid upgrades.
SAP ERP

A well-known presence in the market, SAP offers all the core features you want in an ERP system – financial management, easy work with BOMs, and flexible scheduling. Another point we’d like to praise is its modern look, something too many ERP options don’t seem to have.
However, it does come with a reportedly steep price, which you wouldn’t know right away as it’s only available upon request. Plus, the software’s customer support has been criticized as well, which could be a dealbreaker when you’re just starting out with a new ERP system.
Type: cloud-based or on-premise.
Pricing: quote on request.
Oracle NetSuite
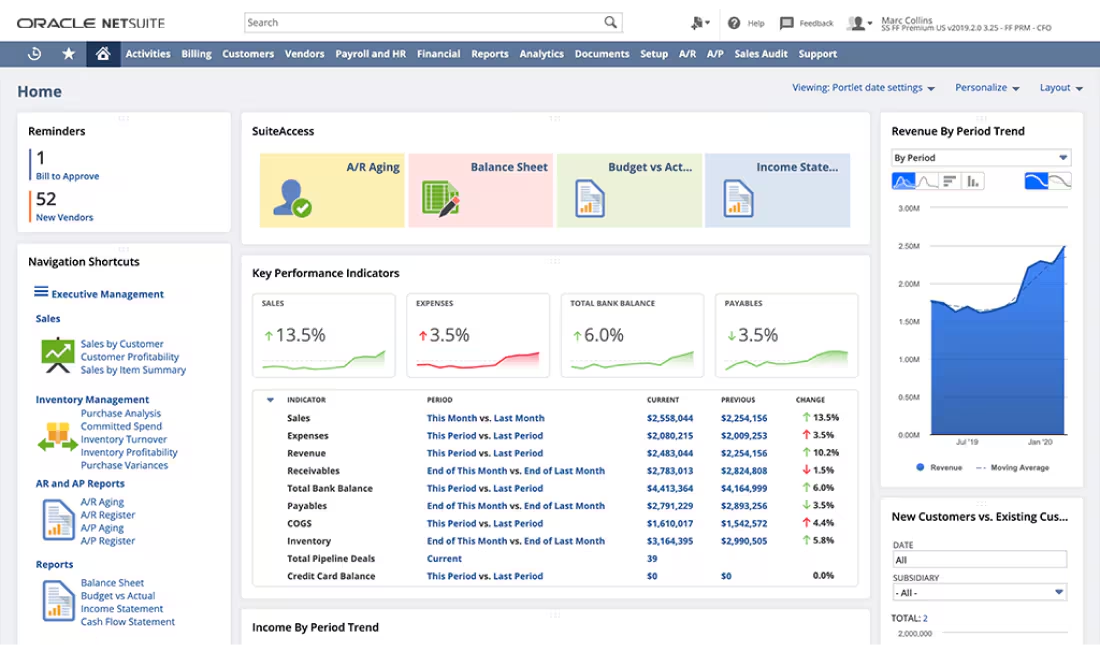
This one bills itself as more than just an ERP system, offering functionality for HR departments and payroll processing. It’s also been praised for its automation capabilities and a library of educational information for onboarding. However, its mobile app has pretty poor ratings at 2.5 stars, and integrating it into existing systems is reportedly difficult.
It’s also worth mentioning that Oracle is cloud-only, which lifts the burden of maintenance off your shoulders but means it’s less customizable than something like Odoo.
Type: cloud-based.
Pricing: quote on request.
Infor CloudSuite
![]()
Infor’s product boasts quality control features with deep insight into production processes. Of course, in addition to that it also provides automation, scheduling, and financial functionalities. However, despite a well-rounded set of features, this is perhaps the least-known product on our list.
One review does compare it favorably to Oracle, stating that Infor’s ERP system is much more in-depth with its customization. But note that this can also become a problem, as adapting the software to your business can be tricky and time-consuming.
Type: cloud-based.
Pricing: quote on request, reportedly steep.
Implementation Strategies and Best Practices
Introducing a new ERP system can disrupt your production or revitalize it, and we obviously want the latter result. So let’s discuss how to implement your ERP right, as well as ERP strategies for lowering production expenses.
Planning and Preparation
First, you need to understand what your problems are and which of them the ERP system will solve. Communicate with your stakeholders to see their perspectives and agree on a plan moving forward.
Once you have a list of issues to address, compare potential ERP choices and pick one that matches your needs. Plus, analyze whether you can integrate your systems into a new ERP with pre-built connectors or you may require custom API integration with your new manufacturing ERP.
Change Management
Employees are the ones who’ll be running your ERP system, so make sure to conduct onboarding sessions and training. The better prepared the people are, the easier your first period with the ERP will be.
Also, ensure that departments are ready to switch their operations to a new piece of software, as well as potentially restructure their reporting and workflow. Though you ultimately get a lot of value, introducing an ERP is a disruption to the usual state of things.
Common Challenges and How to Overcome Them
There are three typical issues that companies face with new ERPs:
- Integration problems.
- Data migration.
- User adoption.
For the first one, compatibility issues can plague those running older software and equipment, which forces businesses to either build workarounds or upgrade their infrastructure. However, there can also be problems with customization, as some ERP systems are rather rigid. That is why flexibility is key when it comes to picking your manufacturing ERP.
Next, migrating your data can be a lengthy and tough process, with potential data corruption or loss of information. Make sure to create backups and ensure that file formats from your previous operations are compatible with the new ERP.
Lastly, it’s no secret that people are resistant to change, and your employees might not jump at the chance to learn an all-new software. However, structured education and onboarding will make these growing pains easier. Make sure to highlight the strengths of your system and show how it will simplify the workflow. That should help adoption substantially.
Case Studies and Real-World Examples
Our extensive guide shows that there are a lot of moving parts to a successful ERP system for the manufacturing industry. However, SmartTek knows all about implementing an ERP with custom functionality and techniques for manufacturing cost reduction using ERP. One example of our work is our partnership with Wingtra.
This autonomous drone manufacturer wanted to improve their existing ERP solution and we obliged, building a custom upgrade on the basis of Odoo Community 12. We included ways to observe drone production more closely with granular controls. In addition, the team built a special system for component tracking and ordering, based on serial numbers.
Though our initial goal was to simply punch up the features and give Wingtra more inventory control through ERP software solutions, we tackled an extra challenge. It’s no secret that a sprawling ERP can be intimidating for employees to use. So our team redesigned the interface here to make it clearer and more accessible.
As a result, not only did we understand the value of reinventing our visual approach to the solutions, but managed to provide a flexible system based on an existing one. This sort of customization is important for custom orders. It allows SmartTek to deploy unique ERP solutions within a fraction of the time it’d take to build one from scratch at no compromise to functionality.

Conclusion
Our overview of ERP solutions for manufacturing highlighted their value for businesses of all sizes:
- Bringing all processes under a unified system.
- Reducing manufacturing costs with ERP implementation.
- Lowering the company’s environmental impact.
- Preventing resource waste and downtime.
In addition to that, ERP systems can help scale the business painlessly, coordinating your operations and changes to them with a focus on economies of scale. That does require a high-quality solution, so we hope our list of the top ERP systems for manufacturing helped pick one. You’ve also learned the best strategies to enhance operational efficiency with ERP systems.
With this, you’re well on your way towards rejuvenating your manufacturing business with an ERP integration. Before we finish, we’d like to break down a few trends that influence the manufacturing ERP market.
Right now, there is a clear emphasis on the use of AI to strengthen ERP functionality, while on the on-site side of things – IoT is making a lasting impact. Having an easy way to connect all your equipment with constant data streams is a difference-maker for analytics and syncing.
Some companies may also focus on outsourcing management from on-site staff to employees with remote access. This is only possible thanks to ERP for manufacturing, which opens up secure ways to control processes from any location.
In short, the future seems bright for manufacturing ERP software and we’d be glad to help usher your business into it. Contact us to schedule a free consultation and discuss how ERP can revitalize your company.