






Imagine a world where machines talk to each other, predict downtimes, and keep factories in perfect operating conditions. Such is the wonder of Industrial IoT!
Companies are applying IIoT to optimize their operations, save costs, and improve safety. The best way to see its impact is through real-world examples, that’s why we have gathered case studies on companies that have made successful implementations of IIoT. These examples of industrial IoT will showcase to you how IIoT is utilized, what business problems it addresses, and, most importantly, what benefits.
Understanding Industrial IoT
What is IIoT? IIoT is an industry-centric market designed for factories, logistics, power systems, and similar industrial environments. It makes equipment, sensors, and application software communicate seamlessly with each other, and thus, makes them bring in enhanced efficiency, scalability, and protection. It gives businesses their digital nervous system, keeping them running smoothly and preventing costly surprises.
The Industrial Internet of Things (IoT) market is expected to have a strong annual rate of expansion (CAGR 2025-2029) of 13.34% volume in the market of $454.89 billion by 2029.
Evolution from Traditional Industrial Systems to IIoT
Industries have gone from manual monitoring to automated, sensor-driven systems. IoT allows real-time data to be captured and automated through predictive maintenance to avoid breakdowns and downtimes.
Key Components of Industrial IoT Devices Ecosystem
IIoT isn’t always simply putting sensors on machines and calling it a day. An end-to-end system for IIoT includes:
- Edge computing – Processing data closer to the source, keeping lag to a minimum, and responding quickly.
- Connectivity – 6LoWPAN, LPWAN, and industrial Wi-Fi technologies ensure seamless device-to-device interaction.
- Cloud platforms – Storing and processing massive amounts of industrial data to turn it into insights.
- Smart sensors – Monitor current pressure, temperature, vibrations etc.
By integrating such building blocks, IIoT makes companies smart and less manpower-intensive. As the market is poised to boom in future years, companies that embrace IIoT today prepare themselves for future success.
Applications of Industrial IoT Systems
IIoT isn’t just a tech trend—it’s transforming industries by making everything simple and automated. Here’s how different sectors are putting IIoT to work.
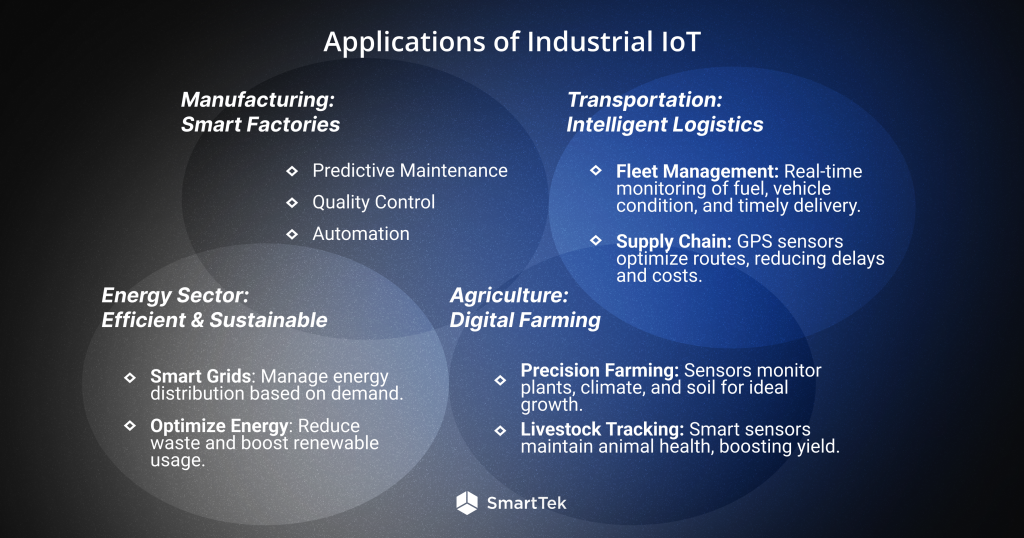
Manufacturing: The Factory Gets a Brain
Factories aren’t just about conveyor belts and big machines anymore. With IIoT, manufacturers can:
- Predict maintenance needs before downtime; Improve quality control by using real-time data to catch defects before they become costly mistakes.
- Automate processes to reduce manual work and speed up production. Robots aren’t taking over yet, but are lending a hand.
Energy Sector: Smarter, Greener, Better
Keeping the lights on gives an edge in the future. The power sector is augmented by IIoT in:
- Building smart electric grids to ensure energy flow based on real-time demand (no power shutdowns where everyone turns on the AC in the summer season).
- Optimizing energy consumption, waste reduction, and renewable generation.
Transportation: From Traffic Jams to Smart Logistics
IIoT is making transportation and logistics smoother than ever:
- Fleet management uses up-to-date monitoring to provide timely shipping, along with tracking of fuel consumption, operational and mechanical vehicle conditions to be sure everything runs smoothly.
- Supply chain optimization with GPS sensors ensures goods get from A to B faster, are delayed less, and cheaper as they are generating routes based on real-time traffic data.
Agriculture: High-Tech Farming
Yes, even farmhouses are digitizing. IIoT is good for farmers because they can:
- Use precision farming to monitor plant health, manage feeding of dairy cattle, climate conditions, and soil health, so plants receive optimal care.
- Track livestock’s health & feeding through smart sensors – since healthy cattle yield more milk and meat.
IIoT is teaching us that no business is ever too old to have a digital transformation. Technology assists factories and farmers in automating all processes, reducing waste, optimizing logistics, and driving more yields, while IIoT stands quietly in the shadow as an unsung hero.
Benefits of Adopting IIoT
Adopting Industrial IoT solutions is greater than adding fancy gadgets to machines—it helps businesses grow and increase revenue while harvesting safety environment. Here’s how IIoT creates tangible benefits for businesses:
Better Efficiency, Less Waste
IIoT helps improve the IoT industry by automating workflows, saving time, and eliminating mundaneness. Machines can talk to each other, make in-process adjustments in real time, and predict maintenance before downtimes.
Cost Savings to Add Up
With predictive maintenance and in-time monitoring, IIoT helps cut unnecessary expenses and plan equipment maintenance. Companies no longer wait for equipment to fail and have to perform last-minute fixes, paying much more for the downtime. Businesses can now prevent small issues before they become pricey problems. By optimizing resource use, energy waste can be minimized, leading to lower operational costs.
Safer Workplaces
IIoT enables real-time monitoring of working conditions and equipment, thus reducing the chances of accidents. If equipment overheats or approaches a critical state, IIoT triggers an alarm to prevent injury and ensure compliance with safety standards.
Smarter Decisions with Real Data
Think about that: instead of relying on gut feelings and reports, IIoT presents fact-based insights. Organizations have access to their performance and future forecasts, consequently, the power to make data-driven decisions for profitability.
Case Studies: Real-World IIoT Success Stories
Smarttek Solutions made IoT accessible for businesses to adopt. Here are two examples of its real impact.
Enabling 6LoWPAN Networking for Custom IoT Communication
A client needed an energy-efficient IoT network solution with low-power device-to-device communication while also requiring a highly scalable and reliable system.

Solution:
Smarttek Solutions integrated 6LoWPAN networking in the ZephyrOS within a custom RF module with the optimization of the low-power-efficient data transport and the IoT networking based on the customer’s own hardware specification.
Key steps include:
- Customization and Integration—Enhanced the Modified ZephyrOS with 6LoWPAN capabilities in the customer’s RF module so that it will be fully integrated into the customer’s small system environment.
- Networking Configuration of 6LoWPAN protocols and network parameters within the power-optimized ZephyrOS to balance low-power consumption and assured data transfer at short distances
- Testing and Verification – Conducted thorough range, power consumption, and data transfer testing to validate the network’s stability and efficiency within real-time environments.
- Documentation and Handover – Provided the customer with detailed installation manuals and troubleshooting notes that enabled them to utilize and expand the system independently.
Outcome:
Smarttek Solutions successfully built an energy-efficient and scalable IoT communications network that supplied stable, low-power connections throughout the customer device network.
Ayyeka’s Remote Monitoring for Smart Infrastructure

Ayyeka required an easy-to-operate system that gathers and processes field sensor data along with critical facilities, including water treatment, power generation, distribution, and manufacturing. The aim is to have real-time monitoring, instant problem detection, and the ability for automated incident response.
Solution:
Smarttek Solutions delivered an integrated data transfer system that lets the sensors send the gathered data directly to the cloud and process it to get:
- Data visualization and mapping – Users can track sensor readings, map relationships, and analyze trends.
- Real-time alerts – Automated notifications for leaks, equipment downtime, overflow, and contamination warnings.
- Flexible notification options—Alerts may be received via SMS, email, or a voice call to keep track of the system.
- Cloud and premises availability—Availability of sensor data for instant access and the provision of the solution locally with extra security and management controls.
Outcome:
Smarttek Solutions enabled secure, efficient data transfer from sensors to the cloud, allowing Ayyeka’s customers to monitor assets in real time, predict failures, and optimize infrastructure management. This solution has significantly improved operational productivity by reducing downtime and turning maintenance into a proactive effort.
Popular IIoT Examples
IIoT is making businesses highly mechanized and productive in making decisions. Here are a few IIoT examples of how top companies leverage this technology.
Predictive Maintenance with Bosch
Bosch has integrated AI with IoT sensors to revolutionize predictive maintenance. AI detects upcoming failures in advance with real-time analysis of networked machines’ data, reducing unplanned downtime and the attendant cost of repairs. The strategy ensures a smoother industrial operation flow and a longer life cycle for critical machinery.
Smart Factories at Siemens
Siemens’ smart factory in Amberg, Germany, is a shining example of IoT and industrial automation. By using IIoT and AI together, autonomous decision-making was born, making independent decisions and optimizing workflows in real time. This has achieved a staggering 99.98% of the product’s quality output, demonstrating IoT’s ability to drastically improve the precision and efficiency in the manufacturing industry.
Real-Time Industrial Decision-Making with Reply
Reply explained how IIoT facilitates business decision-making within an enterprise setup using AI and edge computing. This results in making vital decisions locally within the factory floor and not necessarily with the aid of the cloud, reducing reaction times and latency. This becomes handy within instant reaction processes such as automatic manufacturing lines and logistics management.
These examples demonstrate how IIoT is transforming industry processes and making them wiser, automatic, and more efficient. The prospects of each sector keep widening with the addition of more companies embracing IIoT.
Challenges in Adopting IIoT
While IIoT has a tremendous payoff, implementation isn’t always smooth sailing. Organizations experience a few barriers that slow down the use of IIoT. Here are the greatest challenges and how companies should tackle them:
Security Risks
Connecting machines to the Internet opens them up to the threat of cyberattacks. Businesses require strong security measures, including encryption, together with regular system updates and strict protection against unauthorized entry. Companies working with sensitive information require IIoT platforms to feature advanced security measures and secure cloud hosting facilities.
Upgrading Old Systems
Many factories and industrial sites continue to use outdated machines that were not designed to operate with IIoT technology. Implementing smart technology into existing systems presents both financial challenges and technical difficulties. Businesses can introduce IIoT step-by-step by initiating minimal upgrades before proceeding to full-scale implementation.
Handling Massive Amounts of Data
IIoT systems gather and process extensive quantities of real-time data. This data needs proper management to avoid overwhelming in a short period. To transform raw data into insights companies must utilize efficient cloud storage along with smart analytics and automation processes. This way, collected data becomes powerful insights.
No Universal Standards
A major barrier to the adoption of IIoT is platform compatibility. So, customized solutions are a must. Industry-wide standards will ease adoption, though now businesses have to choose scalable and flexible solutions to integrate into multiple systems.
High Costs and Long Implementation Times
Setting up an IIoT system isn’t cheap and easy, requiring a lot of hardware, coding and human resources. A good strategy is to roll out IIoT in steps, starting with small-scale projects to prove their value before committing to a full-scale upgrade. This approach is budget-wise and guarantees easier adoption of the technology.
Training and Support
The most advanced IIoT system becomes ineffective when employees lack the knowledge to operate it. Adequate training enables teams to adopt and become at ease with the technology. Ongoing support combined with training reduces the risk of costly errors while facilitating a smoother transition.
While these challenges can slow things down, they aren’t deal-breakers. Companies that take a step-by-step approach, invest in the right security and training, and plan for long-term scalability will fully unlock the potential of IIoT.
Distinguishing IoT from IIoT
Consumer IoT and industrial IoT services may initially appear alike because both involve data collection and sharing through connected devices.
What is industrial IoT? The term applies to using IoT technology in industrial environments to facilitate smart automation while supporting predictive maintenance and improved performance.
The workflows of these IoT and IIoT systems show complete differences.
Consider it this way: A Consumer IoT system is your personal health tracker, monitoring heart rate and prompting you to engage in regular physical activity for overall well-being. IIoT, on the other hand, operates like a medical specialist who manages a hospital by constantly tracking vital signs and detecting early warning alerts to prevent critical failures. While one optimizes personal health, the other ensures an entire system operates smoothly without life-threatening disruptions.
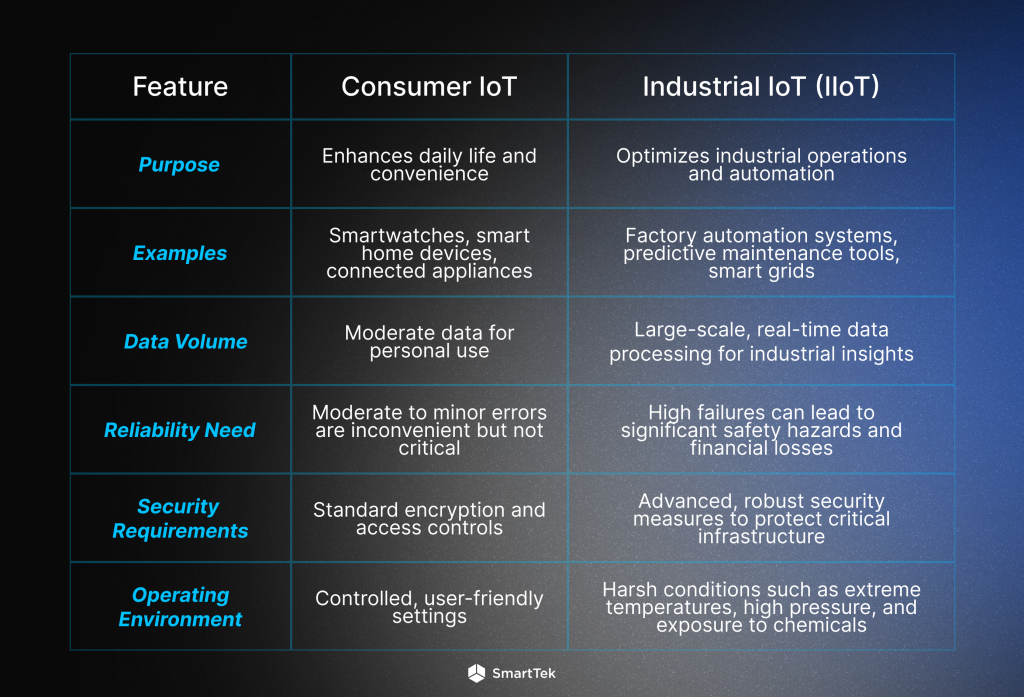
Unique Requirements for IIoT
The consequences of failure in IIoT applications surpass those in consumer IoT because of their critical operational roles. Your smartwatch may fail to track your daily steps due to operational glitches. Power grid operation failures in IIoT systems can cause widespread city-wide power outages.
In the IoT in the oil & gas industry, IIoT solutions improve asset tracking capabilities while enhancing drilling operations, and advance pipeline monitoring, which ensures operational safety.
Consumer IoT simplifies everyday tasks, while IIoT advances industrial operations by preventing failures and optimizing resources to achieve large-scale efficiency.
Future Trends in Industrial IoT
The Industrial Internet of Things (IIoT) grows quickly, bringing transformative innovations to industries worldwide. This overview provides insights into the upcoming trends that will influence the development of IIoT.
The Convergence of IIoT, AI, and Industry 4.0
Automation serves as the fundamental structure supporting industrial operations. The Fourth Industrial Revolution, known as Industry 4.0, establishes its foundation through the use of cyber-physical systems, real-time data exchange capabilities, and intelligent automation technologies. IIoT is an essential element to link machines and systems that allows predictive maintenance operations and autonomous decision-making while supporting flexible manufacturing.
AI and Machine Learning Integration
Industry predictive maintenance operations have been transformed with the integration of Artificial Intelligence (AI) and Machine Learning (ML). AI analyzes related machinery data to identify breakdowns in advance, which results in minimizing downtimes and maintenance costs. Custom AI systems can identify machinery pattern anomalies, which allows for timely action.
Learn How to Supercharge IoT with Machine Learning
Edge Computing
Edge computing prevents latency caused by local data processing, enabling real-time decision making. Automated quality control processes in manufacturing operations demand immediate responses, making this a crucial capability. Industrial operations improve speed and reliability when edge computing processes data directly at its source location.
Advancements in Connectivity
IIoT systems rely on seamless, high-speed connectivity. The deployment of 5G, along with new 6G technologies, will create transformative changes in communication among IIoT devices.
- The ultra-fast, low-latency communications enabled by 5G technology allow industrial machines to operate in automated factories and smart logistics systems.
- 6LoWPAN enhances network scalability, which permits extensive low-power IoT device networks to operate effectively within industrial environments.
- Advanced connectivity technologies power autonomous industrial ecosystems through self-regulating supply chains and intelligent infrastructure.
Enhanced Security Measures
The expansion of IIoT networks necessitates the implementation of strong security measures. AI-driven intrusion detection systems use ML algorithms to monitor traffic patterns in networks while identifying anomalies and forecasting potential cyber threats, which in turn boosts the security frameworks for IoT systems.
Expansion of IIoT Applications
IIoT apps expanded from traditional manufacturing to include sectors such as healthcare, agriculture, and energy.
- In the IoT for the manufacturing industry, IIoT solutions enhance predictive maintenance, optimize supply chains, and improve overall equipment capacity.
- Agricultural IIoT technologies, which assist in timely monitoring of crops well-being and soil status, assist farmers in adopting precision agriculture.
- IoT in the healthcare industry enables remote patient monitoring, streamlines hospital operations, and improves medical asset tracking, resulting in better patient outcomes.
Conclusion
The Industrial Internet of Things transforms industrial operations into smarter and safer processes while also improving efficiency.
Here’s why IIoT matters:
- Predictive maintenance enables machines to remain well-functioning, which helps to avoid expensive breakdowns by reducing sudden malfunctions.
- The combination of edge computing and AI allows businesses to respond immediately to operational changes.
- Automated processes, together with remote equipment monitoring, deliver enhanced productivity and improved safety by creating smoother operations while reducing hazards.
Smarttek Solutions’ case studies have shown that tailored IIoT solutions drive real impact. From optimizing connectivity with 6LoWPAN to enabling remote monitoring for critical infrastructure, having the right IIoT setup makes all the difference.
IIoT is no longer just the future—it’s already here. Businesses that adopt it today will stay ahead, while those that don’t might find themselves relying on guesswork instead of data.





